SCADA supervises equipment and process behavior; MES manages the execution and record of manufacturing work. In a common architecture, SCADA supplies time-sensitive states, values, alarms, and counts, while MES combines selected events with orders, products, shifts, resources, quality, downtime, and performance context.
They are complementary, not competing layers. PLCs, DCSs, and engineered safety systems still retain their intended control responsibilities; installing an MES should not turn business workflow software into a machine controller.
What is SCADA?
SCADA stands for supervisory control and data acquisition. Its core job is to gather operational data and give authorized users a current view of equipment or a process, often through status displays, alarms, trends, and permitted supervisory interactions.
The NIST SCADA glossary emphasizes data gathering, processing, and operational control across distributed assets. That definition reflects SCADA’s history in geographically dispersed infrastructure, but manufacturing teams also use the term for plant or line-level supervisory systems. Scope therefore needs to be stated rather than inferred from the label.
A typical SCADA design may include:
- live values and equipment states
- HMI-style process views
- alarm presentation and acknowledgement
- event and trend history
- authorized setpoint or command workflows
- communication with PLCs, remote terminal units, or other controllers
“Supervisory” is the important word. A SCADA workstation may request an allowed action, but deterministic interlocks, sequences, and machine logic normally execute in the appropriate controller. Safety functions require their own engineered architecture and must not depend on a general-purpose dashboard.
What is MES?
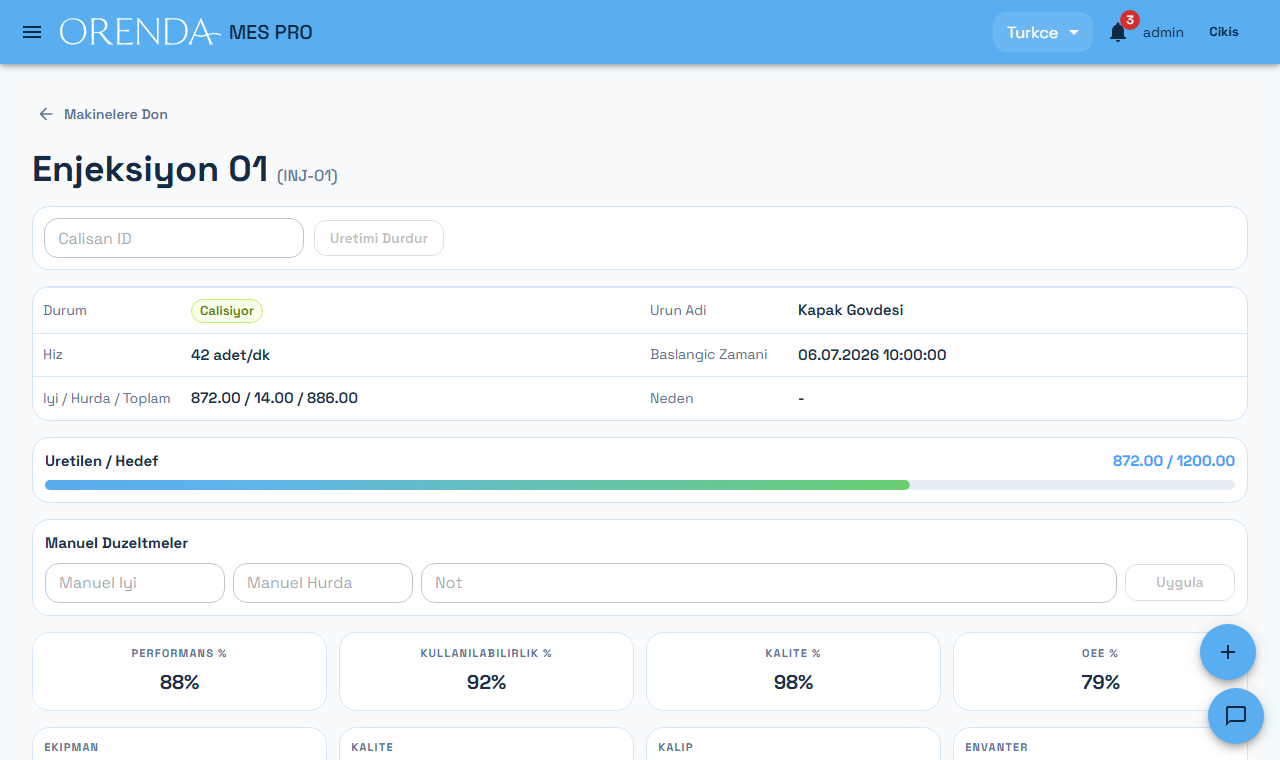
MES stands for manufacturing execution system. It connects what production was supposed to do with what actually happened, using operational context that raw tags do not contain.
Depending on scope, an MES may support:
- detailed work dispatch and status
- production, material, and resource tracking
- product and process definitions
- downtime and reason capture
- quality records and genealogy
- performance measures such as OEE
- operator instructions, approvals, or electronic records
- information exchange with planning or business systems
The ISA-95 standards framework organizes enterprise and manufacturing-control activities into layers and defines models for their interfaces. Its Part 3 addresses manufacturing operations management activities at level 3, while Parts 2, 4, 5, and 8 provide structures for information and exchanges. This is a responsibility model, not a requirement that every plant deploy one server per level.
MES generally operates with a different time horizon from a control loop. It can react quickly to events, but its purpose is to execute and document production across minutes, shifts, orders, or batches rather than close a millisecond-level loop.
What is the difference between MES and SCADA?
| Dimension | SCADA | MES |
|---|---|---|
| Primary question | What is the equipment or process doing now? | What production work was planned, executed, and recorded? |
| Main context | Tags, states, alarms, events, process values | Orders, products, materials, people, equipment, quality, and performance |
| Typical users | Operators, control engineers, maintenance, supervisors | Operators, production leaders, quality, planning, process engineering, management |
| Time orientation | Current state and time-series/event history | Work execution and history across runs, shifts, lots, batches, or orders |
| Interaction | Supervisory visibility and permitted commands | Dispatch, confirmation, workflow, reason capture, reconciliation, reporting |
| Control relationship | Interfaces with controllers; may issue authorized supervisory requests | Should not replace real-time PLC/DCS logic or safety functions |
| Enterprise relationship | Often supplies selected operational data upward | Commonly exchanges production requirements and results with business systems |
| Common failure if mis-scoped | Too much business logic embedded in tags and screens | Too much real-time control responsibility pushed into workflow software |
This table describes architectural centers of gravity, not a product catalog. Some SCADA packages include production reporting; some MES products include live dashboards, alarms, or device connectors. Evaluate what a system actually owns, not what its marketing category implies.
How do MES and SCADA work together?
A useful conceptual flow is:
- Sensors and actuators interact with the process.
- PLCs, DCSs, or other controllers execute control logic.
- SCADA acquires selected controller data and presents operational states, alarms, and trends.
- MES receives selected events and counts and associates them with the active product, work order, resource, shift, and quality rules.
- MES returns appropriate production context or requests, such as the next authorized job or product parameters, through an engineered interface.
- Business systems exchange requirements and results with the manufacturing-operations layer without connecting directly to every controller.
Not every installation needs all six steps or a direct SCADA-to-MES link. An MES might consume data through a historian, integration service, or equipment interface. A SCADA system might receive product context from MES. Choose the topology from latency, resilience, ownership, vendor support, and security requirements rather than copying a diagram uncritically.
What data should the integration exchange?
Start from decisions and records, then minimize the interface. Common data groups include:
| Data group | Examples | Questions to settle |
|---|---|---|
| Equipment identity | Site, area, line, cell, asset | Who owns the hierarchy and alias mapping? |
| State and event | Running, stopped, faulted, blocked, alarm | What starts and ends a state? Can states overlap? |
| Production count | Total, good, reject, rework | Where is the count point? Can pulses duplicate? |
| Product context | Product, recipe/version, work order | When does a context change become effective? |
| Time and quality | Source timestamp, receipt time, status | Which clock is authoritative? How are late or bad values handled? |
| Workflow result | Start, complete, hold, reason, approval | Which system owns the state transition? |
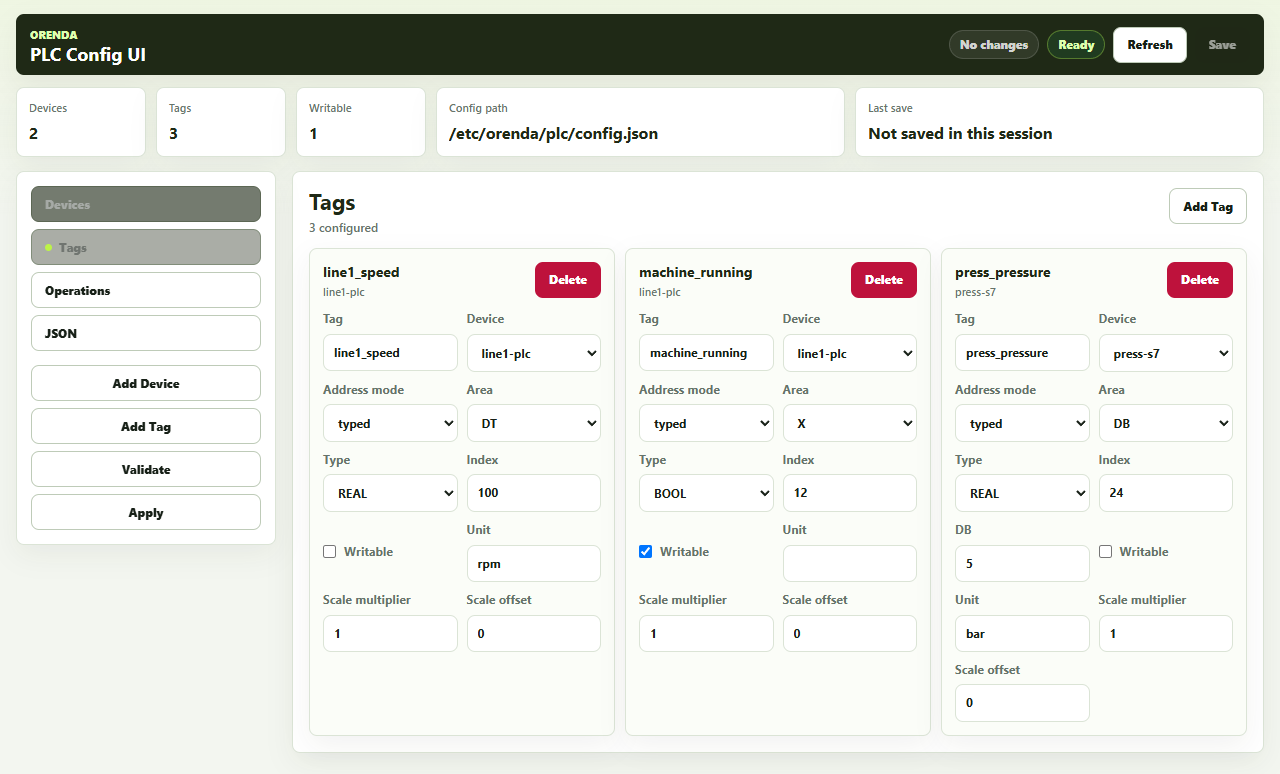
Define direction, source of truth, unit, valid range, update behavior, timeout, retry, and audit requirement for each field. A tag named LineSpeed is not interoperable until both sides agree whether it means instantaneous speed, a rolling average, a target, or an approved maximum—and which unit it uses.
Does an industrial protocol solve MES–SCADA integration?
It can solve part of the transport and information-access problem, but not the whole contract. The OPC Foundation’s OPC UA overview describes platform-independent services, security mechanisms, subscriptions, events, and information modeling that can support machine-to-enterprise interoperability.
However, protocol support on both products does not guarantee that their data models, identifiers, state definitions, or security configurations align. Companion specifications or another shared semantic model may reduce custom mapping for a particular domain, but implementation profiles and conformance still need verification. Existing vendor interfaces, historians, files, databases, or APIs may also be appropriate when their behavior is documented and supported.
Do not select or claim a connector based only on a protocol logo. Confirm the exact product versions, server/client roles, supported profiles, certificate lifecycle, data types, event behavior, write permissions, buffering, licensing, and recovery after disconnection.
What data-quality limits should teams expect?
MES can add context, but it cannot reconstruct facts that were never captured reliably. A stopped tag without product, reason, and trustworthy timestamps cannot produce a defensible downtime analysis on its own.
Test these failure conditions before rollout:
- network loss during a production transition
- controller or SCADA restart while a job is active
- delayed events that arrive after a shift closes
- repeated messages after a retry
- counter rollover, reset, or manual correction
- product change while counts are still in flight
- unknown or disconnected equipment state
- mismatched clocks and daylight-saving transitions
- manual entries that contradict automatic states
Preserve original evidence where practical, distinguish event time from ingestion time, and make unknown data visible. Reconciliation rules should be deterministic and auditable rather than dependent on someone editing a dashboard until the totals look right.
The same caution applies to OEE. Availability, performance, and quality depend on aligned state, rate, and count definitions; the OEE calculation guide provides a complete example and validation checklist.
How should security boundaries be designed?
Treat the integration as an OT architecture change, not simply a software connection. NIST SP 800-82 Rev. 3 stresses that OT security must account for performance, reliability, and safety requirements as well as cyber risk.
At minimum, document zones and allowed flows, use least privilege, disable unnecessary writes, protect service identities and keys, log administrative changes, plan patch and backup procedures, and test recovery. Avoid broad trust from enterprise applications to controller networks. A read requirement should not quietly become unrestricted bidirectional access.
Availability matters too. Define what SCADA and MES do when the other system is unavailable. The controller should continue its engineered safe behavior; local operators need an understood fallback; queued production records need bounded, observable recovery.
Do you need MES, SCADA, or both?
Use the operational gap as the guide:
- Choose SCADA-centered scope when the primary need is live process visibility, alarms, trends, and controlled supervisory interaction.
- Choose MES-centered scope when equipment visibility exists but work dispatch, production records, downtime context, quality, traceability, or performance workflow is fragmented.
- Plan both when the site needs reliable operational supervision and a contextual production-execution record.
- Add neither until definitions are ready if the team has not agreed equipment identity, state, count, ownership, and security boundaries.
Before procurement, walk through one real product run from schedule to completion. Identify every decision, source record, control action, exception, and handoff. This exposes whether a proposed feature belongs in SCADA, MES, a controller, a quality system, or an integration layer.
Where does industrial edge computing fit?
An on-site compute layer can host applications and keep selected data processing close to production, particularly where connectivity is constrained. It does not remove the need for explicit application boundaries. Hardware categories also overlap, so use the workload and site requirements described in industrial edge gateway vs edge computer vs IPC.
How does Orenda approach MES and SCADA?
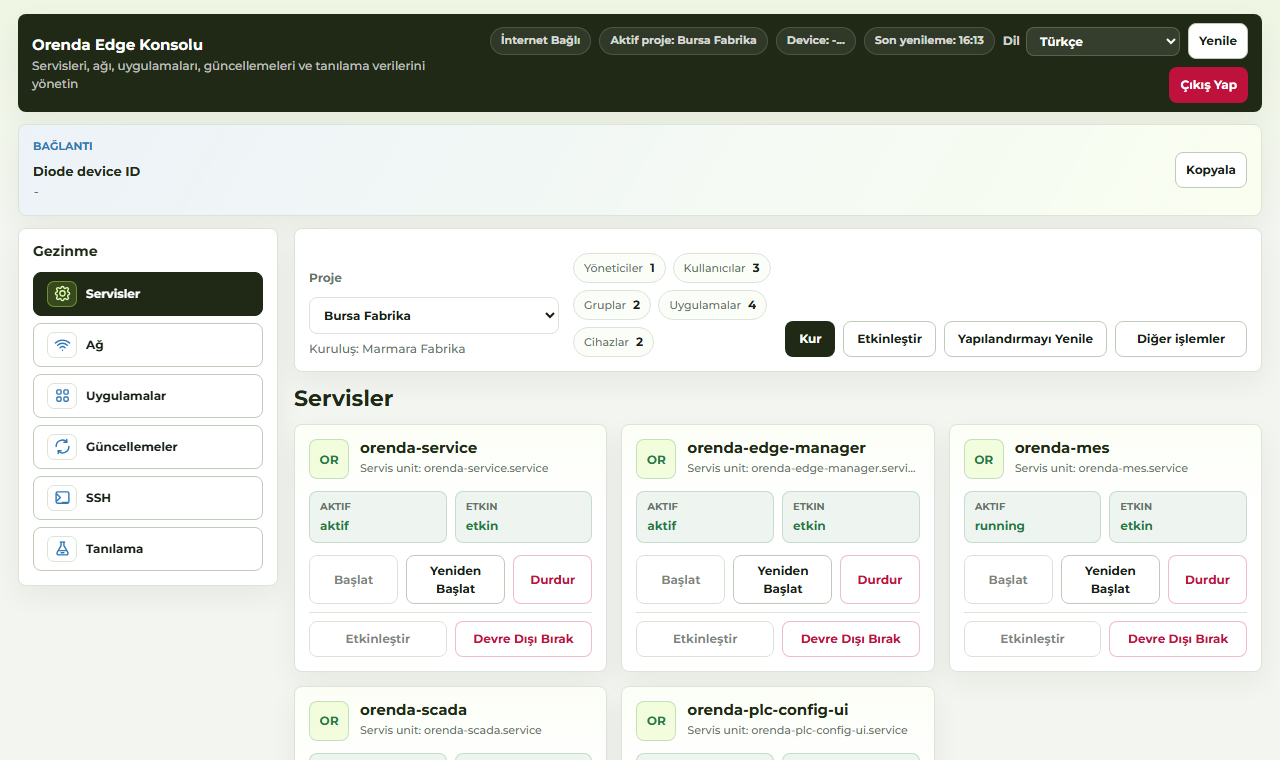
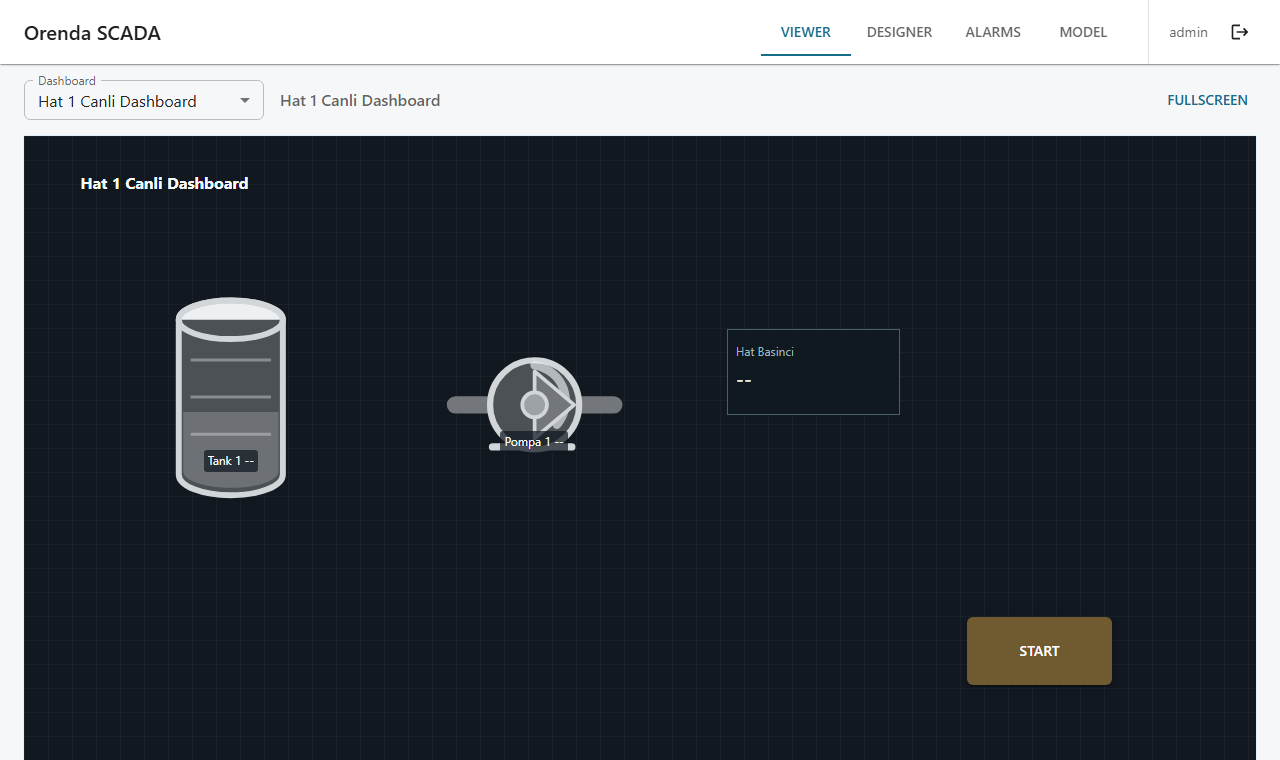
Orenda Box reads configured PLC and machine data and runs local applications near the equipment. Orenda MES supports run/stop history, OEE, downtime, and reports; Orenda SCADA supports PLC-tag dashboards, alarms, and trends. The PLC remains in control of the machine.
That makes Orenda relevant when a site wants local run/stop history, OEE, downtime, reports, dashboards, alarms, and trends on one edge platform, but fit still depends on the actual equipment, required data, environment, and workflow. Verify supported connectivity and scope during a pilot, validate records against the process, and do not assume that installing both applications resolves inconsistent source data. Machine builders considering a repeatable service pattern can review the machine builders solution.
What is the final takeaway?
MES and SCADA answer different but connected questions. SCADA makes equipment and process behavior visible and supervisable; MES turns selected operational facts into manufacturing work, context, and records.
The strongest integration keeps those responsibilities clear, preserves controller authority, and defines the data contract before choosing the transport. When identity, time, state, quality, security, and recovery rules are explicit, the two layers can cooperate without becoming one fragile, ambiguous system.